Опыт использования KANBAN в бизнес-процессе подготовки материалов для производства
В статье приводится удачный пример использования стандартной, однако редко реализуемой функциональности KANBAN в системе SAP ERP, вместо доработки (расширения) других часто используемых. Использование стандартной функциональности, полностью соответствующей реальному бизнес-процессу существенно снижает затраты на внедрение и использование ERP системы.
На одном из проектов нашей компании для планирования и учета производства использовалась функциональность системы SAP – «серийное производство» (PP-REM). Использование функциональности «серийное производство» является стандартом для отрасли Automotive. Наш клиент принадлежал именно к этой отрасли.
Эта функциональность отлично подходит для управления несложными производственными процессами в тех случаях, когда не требуется учета затрат на уровне каждого отдельно взятого цикла производства. Отметим, что при использовании функциональности «серийное производство» затраты относятся на периодически рассчитываемый коллектор, соответствующий готовому продукту или полуфабрикату, а трудозатраты конечного пользователя при работе с системой минимальны (по сравнению с трудозатратами при использовании в SAP ERP функциональности, предназначенной для управления другими типами производств).
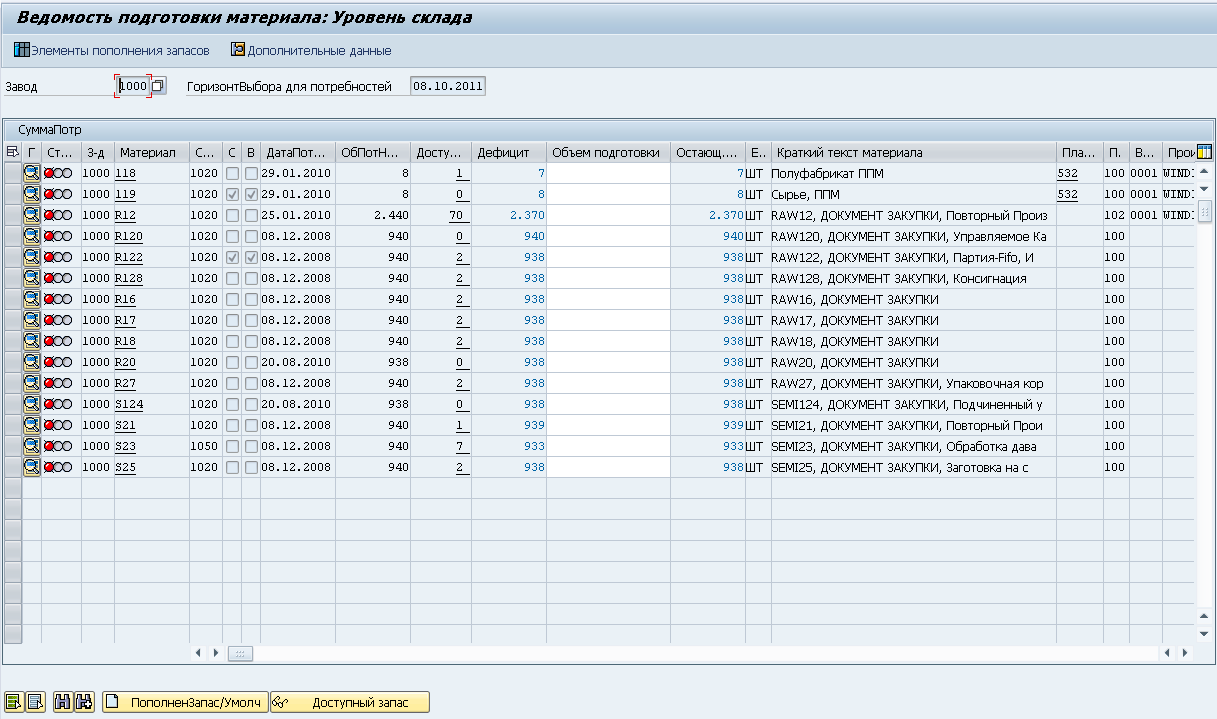
Большое количество обсуждений с ключевыми пользователями вызвала реализованная в системе SAP логика процесса подготовки материалов для производства (material staging). Функциональность «серийное производство» по умолчанию предполагает использование ведомости подготовки материалов (pull list). (рис.1)
Если хотите прочитать статью полностью и оставить свои комментарии присоединяйтесь к sapland
ЗарегистрироватьсяУ вас уже есть учетная запись?
Войти
Обсуждения 3
3
Комментарий от
Тимур Муратов
| 08 декабря 2011, 13:43
Комментарий от
Олег Точенюк
| 09 декабря 2011, 17:26
Тимур Муратов 08 декабря 2011, 13:43
Стоит отметить, что ни одна японская автомобильная компания не использует продукты SAP для автоматизации управления производством (ни планирование, ни управление движением в цехах). Поэтому было совершенно странно рассматривать "стандартное" решение SAP Automative для заводы Magna, который использует Kanban, или предлагать менеджменту автоматизацию с помощью функционала "ручного" перемещения запасов.
Комментарий от
Владимир Закомирный
| 14 декабря 2011, 17:43
Тимур Муратов 08 декабря 2011, 13:43
Стоит отметить, что ни одна японская автомобильная компания не использует продукты SAP для автоматизации управления производством (ни планирование, ни управление движением в цехах). Поэтому было совершенно странно рассматривать "стандартное" решение SAP Automative для заводы Magna, который использует Kanban, или предлагать менеджменту автоматизацию с помощью функционала "ручного" перемещения запасов.
Я, например, теряюсь в догадках по-поводу того, что именно побудило автора статьи рассказать здесь об этом конкретном решении :), т.е. не могу правильно расставить акценты. Однако, отношу это на счет своей некомпетентности. Полагаю, для изучающих и внедряющих упомянутое индустриальное решение полезно узнать об альтернативном решении для подготовки материалов для производства (вместо ведомости подготовки материалов). Как, впрочем, и о том, что искать оптимальные решения - задача команды проекта...
Мне, например, было любопытно узнать о конкретном факте применения KANBAN (ярлык, япон.) - "старенькой" (1959) японской (TOYOTA) системы организации производства и снабжения, позволяющей реализовать все еще актуальный для России принцип JIT (2-е изд. книги Питеркина вышло в 2003 :))).